
To achieve the benefits of thermal testing with conduction, thermal platforms also known as Hot/Cold Plates are used to force devices to specific temperatures. While Thermal Platforms may not work for every application, where they do, they offer a distinct advantage in speed, accessibility, efficiency, and production throughput. Items with irregular surfaces or even vials or beakers can often be fixtured to work well on a platform and allow for much better cost efficiency than found with temperature chambers.
For heat transfer reasons, the best physical configuration for the Device Under Test (DUT) is one with a flat thermally conductive surface and low profile. Think something shaped like a book. However, the term “flat” can be critical when it comes to proper, efficient thermal conduction testing. Typically, the surface of most thermal platforms is Blanchard or disc ground to within 0.005”. Likewise, the bottom surface of the DUT must be very flat too for good heat transfer.
If the bottom of the DUT had just the slightest bow to it, even only a few thousandths of an inch, sometimes no appropriate amount of pressure can accomplish full surface to surface contact. The bottom of the DUT could easily be missing a large area of contact, occasionally a surprising amount of the surface is not in contact at all. You can often get a good visualization of the surface flatness by placing a flat straightedge against the bottom of your device. Additionally, microscopic surface variations are very important. The following, on the left, is a microscopic picture (200x) of an aluminum surface that would look perfectly flat to the casual viewer. You can see a very small percentage of the surface would actually be available for contact. On the left, a Blanchard ground surface maintains much better overall flatness at the microscopic level.
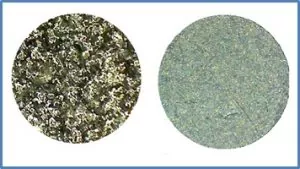
Anodized Wrote aluminum on Left, Cast Blanchard Ground plate on Right
Losing a large percentage of contact between the DUT and platform surface can be hugely wasteful of resources and you may not be performing the test you think. it can definitely affect production throughput as consideration for improving thermal performance. Let’s talk about some ways to resolve and/or improve this issue:
Thermal Grease – The heat transfer can be improved by applying thermal grease between the surfaces. Especially when the surfaces cannot be made as flat as desired. Much has been written, some of it contradictory within the realm of high-performance CPUs regarding the best thermal grease. If you can achieve flat surfaces little or no grease will be required.
A few things to remember about thermal grease:
It is important to have flatness so good that you cannot detect any gaps between surfaces. This becomes more challenging as surfaces become larger. When you are unable to improve the flatness of your DUT, or force good surface to surface contact with adequate pressure, then using thermal grease to fill the voids can be very helpful. That is all thermal grease is really good for, replacing the insulating factor of air, with something that is somewhat less insulating and more conductive. Thermal pads are an alternative to grease, they transfer heat less effectively but are easier to use and less messy than grease.
Fastening Down the DUT – You have the option of ordering custom hole patterns in the plate surface to match your DUT screw-down pattern. Even the size of the hole and thread count can be called out to meet your specific application. This is a very common and probably the best way to secure the DUT to the plate. It is best to order the hole pattern at the same time as the platform so they are machined into the plate surface prior to anodizing, and assembly. In some cases, these holes can be drilled after purchase, but definitely consult the plate manufacturer first, to ensure you have adequate clearance. Drilling too deep into a heater or cooling channel can be an expensive mistake.
Clamping the DUT down to the Plate Surface – This can be a fairly efficient way to improve DUT to plate surface contact. In some cases depending on the size of the DUT, several clamps can be used. Typically, the clamps are attached to the plate surface with a threaded post. If your manufacturer does not provide threaded holes in the plate surface as a standard feature, you will likely want to specify that option when purchasing.

Clamp Set on a Thermal Platform. Threaded mounting holes come as a standard feature.
Lastly, some users rely on the weight of the DUT itself to provide adequate contact. Some will add weights to the DUT, care must be taken so that the added mass does not cause damage or add more of a thermally conductive load to the test. Adding weights would be the least desirable method for attempting good DUT to plate surface contact.
When looking to purchase new, it is highly advisable that you speak to the Sales Engineer about the methods and options available from them for securing the DUT to their thermal platform.
© 2023 TotalTemp Technologies | All Rights Reserved |